蒸汽硫化罐:原理、结构、工艺与应用全解
蒸汽硫化罐是一种以饱和蒸汽为加热介质的压力容器,核心用于橡胶制品硫化,也可用于复合材料固化、木材防腐、灭菌等工艺,通过精准控制高温高压环境,让材料发生交联或改性反应,提升产品性能。
一、核心定义与作用
蒸汽硫化罐是快开式压力容器,利用高温蒸汽(120-180℃、0.3-0.8MPa)使橡胶分子链交联,从塑性生胶变为高弹性、高强度熟胶;同时可实现复合材料热压固化、木材防腐浸渍、食品灭菌等功能。
核心价值:赋予材料稳定的弹性、强度、耐热与耐腐蚀性,是橡胶、线缆、复合材料等行业的关键设备。
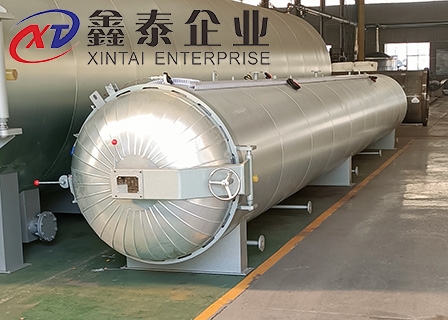
二、设备结构(卧式主流)
1. 罐体:压力容器钢板焊接,卧式为主(大型制品)、立式为辅(占地小,适合胶鞋)。
2. 快开门装置:手动/电动/气动/液压锁闭,配充气硅胶密封圈,密封可靠。
3. 蒸汽系统:进汽管、扩散管(罐底密布小孔,均匀散汽)、排汽/冷凝水管。
4. 控制系统:PLC智能控温、控压、定时,可设多段升温/保温/硫化程序。
5. 安全附件:安全阀、压力表、温度传感器、紧急联锁、报警装置,符合压力容器标准。
三、工作原理(直接蒸汽加热最常用)
1. 装料密封:放入待硫化制品,关闭罐门并锁紧,系统自检密封与安全状态。
2. 进汽升温:通入饱和蒸汽(外接锅炉或自带电蒸汽发生器),罐内升温至130-160℃、升压至0.3-0.8MPa。
3. 恒温硫化:保温保压(时间依产品而定,通常30-180min),橡胶分子与硫化剂交联,形成三维网状结构。
4. 泄压冷却:硫化完成,自动缓慢泄压、排冷凝水,降温至安全温度。
5. 出料:罐门解锁,取出成品,进入下一批次。
加热方式对比
直接蒸汽:蒸汽入罐,升温快、均匀、成本低;适合深色橡胶,易留水渍。
间接蒸汽:蒸汽走夹套/盘管,加热罐内空气;洁净度高,适合浅色制品,热效率稍低。
电蒸汽:自带电加热产汽,无需锅炉,布局灵活;适合中小产能。
四、典型工艺流程(橡胶制品)
上料→密封→进汽升温→恒温硫化→泄压排液→冷却出料→后处理
关键控制点:温度±2℃、压力±0.05MPa、时间±1min,确保硫化均匀稳定。
五、主要应用领域
1. 橡胶制品:轮胎、胶管、胶辊、输送带、胶鞋、密封件、橡胶板等。
2. 线缆行业:电力/通信电缆绝缘层、护套层硫化,提升耐热与绝缘性。
3. 复合材料:碳纤维/玻璃纤维制品热压固化、管道衬胶、防腐衬里。
4. 木材加工:木材阻燃、防腐、防蛀、脱脂改性。
5. 其他:食品/药品灭菌、纱线定形、羽毛水解、铝制品氧化处理。
六、核心优势
1. 高效均匀:蒸汽潜热大、传热快,罐内温度均匀,硫化一致性好。
2. 安全可靠:压力容器资质制造,多重安全联锁,可频繁开关。
3. 智能可控:PLC自动控制,多段程序存储,操作简便,可远程监控。
4. 节能经济:直接蒸汽热效率高,运行成本低;电蒸汽型无需锅炉,适配中小厂。
5. 多功能:一机多用,兼顾硫化、固化、灭菌、木材处理等。
七、选型要点
1. 结构形式:大型制品选卧式,空间受限选立式。
2. 加热方式:深色橡胶选直接蒸汽,浅色/高洁净选间接蒸汽,无锅炉选电蒸汽。
3. 规格尺寸:按产品尺寸/产能定内径×有效长度(如Φ1500×4000mm)。
4. 压力温度:常规0.8MPa、180℃,特殊工况可定制更高参数。
5. 控制配置:批量生产选全自动PLC,小批量选半自动/手动。
八、与病死畜禽无害化设备的区别
蒸汽硫化罐:用于橡胶硫化、材料固化,温度120-180℃、压力0.3-0.8MPa,侧重交联改性。
无害化化制罐:处理病死畜禽,温度160-200℃、压力0.6-1.2MPa,侧重灭菌、水解、脱水,产物为骨粉、油脂。