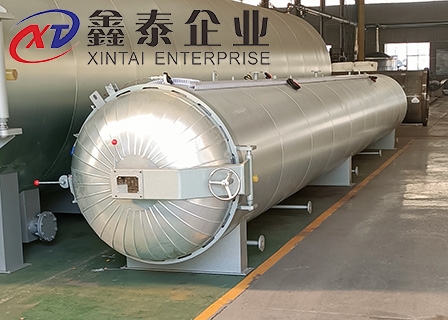
轮胎翻新硫化罐是旧轮胎热翻/冷翻生产线的核心压力容器,用于将打磨贴胶后的旧轮胎在高温高压下完成硫化,让新胎面与旧胎体牢固交联,恢复轮胎耐磨、抗载、耐老化性能,是轮胎循环利用的关键装备。
一、设备核心结构(卧式为主,适配15–22.5英寸轮胎)
罐体:碳钢/不锈钢压力容器,双层保温,耐压0.8–1.5MPa,耐温120–160℃。
快开门:三/四重安全联锁(带压禁开、门未锁禁启动),硅胶充气密封圈,密封不漏气。
加热系统(3种主流)
✅ 电加热:电热管+热风循环,控温±2℃,无需锅炉,环保省心。
✅ 电蒸汽加热:内置蒸汽发生器,温压均匀,适合冷翻工艺。
✅ 外接蒸汽:工厂有锅炉时优选,成本低、效率高。
PLC智能控制:触摸屏操作,多段硫化曲线存储,自动升温→恒温→保压→泄压→报警,实时监控温压、故障自诊断。
轮胎工装:内部配悬挂轨道/层架,一次装4–30条轮胎;配真空系统(抽除胎内空气)、压力平衡系统(内胎/包封套/罐压联动)。
安全配置:超温超压报警、紧急泄压、缺相/过载保护、独立高温联锁,符合压力容器标准。

二、旧轮胎翻新硫化工艺(冷翻主流,热翻适配厚胎面)
1. 工艺流程
旧胎检测 → 打磨去旧胶 → 涂胶浆 → 贴预硫化胎面 → 装包封套+内胎+轮辋 → 入罐 → 抽真空→升温→恒温硫化→泄压→冷却→出罐 → 质检。
2. 关键硫化参数(冷翻标准)
硫化温度:110–120℃(电蒸汽±2℃,电加热±3℃)。
硫化压力:罐压0.5–0.6MPa,轮胎内压0.7–0.8MPa,包封套压0.3–0.4MPa。
硫化时间:150–180分钟(含升温泄压,大规格延长)。
核心目标:胎面与胎体无缝粘合、无气泡、不脱层、耐磨抗裂。
三、设备核心优势(翻新厂刚需)
1. 专机专用,硫化强度高:针对轮胎工艺优化温压曲线,翻新胎寿命达新胎80%+,耐磨抗载、不易脱层。
2. 批量高效,产能大:单罐一次处理4–30条,2.5–3小时/批次,适配卡车、公交、工程胎量产。
3. 智能省人工:PLC全自动运行,一键启动、无人值守;数据可追溯,工艺稳定,降低人为误差。
4. 环保安全,环评易过:电加热无烟尘废气,密闭硫化无异味;多重安全联锁,符合压力容器规范。
5. 适配多规格:可定制15–22.5英寸卡车胎、工程胎、公交胎,兼容冷翻/热翻工艺。
四、选型关键要点
规格匹配:按轮胎尺寸选内径×长度(如φ1.5×4m,装8条12R22.5)。
加热方式:无锅炉选电加热/电蒸汽;有锅炉选外接蒸汽(成本更低)。
控制精度:选PLC+触摸屏,带多段曲线、数据记录、远程监控(便于工厂管理)。
安全等级:必须有压力容器资质、三重联锁、超温超压保护,杜绝安全隐患。
产能需求:日产能50条以下选小型(4–8条/罐);50条以上选大型(12–30条/罐)。
五、适用场景
卡车、公交、物流车队旧胎翻新厂
工程胎、矿山胎、叉车胎翻新生产线
轮胎循环利用企业、绿色再制造工厂
需低成本恢复轮胎性能、追求高性价比的场景